1. Tổng quan về cấu tạo chi tiết khuôn ép nhựa: các phần chính và vai trò cơ bản.
Khuôn ép nhựa là một trong những công cụ then chốt, quyết định chất lượng và hiệu suất của toàn bộ quy trình sản xuất sản phẩm nhựa. Việc nắm vững cấu tạo chi tiết khuôn ép nhựa không chỉ là yêu cầu cơ bản mà còn là yếu tố sống còn đối với các kỹ sư, nhà thiết kế và nhà sản xuất trong ngành công nghiệp này. Một khuôn ép nhựa phức tạp được cấu thành từ hàng trăm bộ phận nhỏ, mỗi bộ phận đều có vai trò riêng biệt, kết nối chặt chẽ để tạo ra sản phẩm cuối cùng với độ chính xác cao nhất.
Tầm quan trọng của việc hiểu rõ cấu tạo chi tiết khuôn ép nhựa
Hiểu biết sâu sắc về cấu tạo chi tiết khuôn ép nhựa mang lại nhiều lợi ích thiết thực. Nó giúp tối ưu hóa thiết kế khuôn, lựa chọn vật liệu phù hợp, dự đoán và khắc phục các sự cố trong quá trình sản xuất. Từ đó, góp phần giảm thiểu chi phí, nâng cao chất lượng sản phẩm và kéo dài tuổi thọ của khuôn. Mỗi thành phần, dù nhỏ nhất, cũng đóng góp vào sự vận hành trơn tru và hiệu quả của khuôn, đảm bảo sản phẩm được tạo ra đúng như yêu cầu kỹ thuật.
Các phần chính trong cấu tạo chi tiết khuôn ép nhựa
Về cơ bản, một khuôn ép nhựa được chia thành hai nửa chính, lắp đặt trên máy ép nhựa: nửa khuôn cố định (còn gọi là khuôn cái, Cavity Side) và nửa khuôn di động (còn gọi là khuôn đực, Core Side). Sự ăn khớp và vận hành đồng bộ của hai nửa này là nguyên tắc cơ bản trong quá trình ép phun.
1. Nửa khuôn cố định (Khuôn cái – Cavity Side)
Đây là phần khuôn được gắn chặt vào mặt cố định của máy ép nhựa, nơi nhựa nóng chảy được bơm vào. Các bộ phận chính bao gồm:
- Tấm kẹp cố định (Fixed Clamping Plate): Dùng để kẹp chặt nửa khuôn này vào máy ép.
- Vòng định vị (Locating Ring): Đảm bảo khuôn được định vị chính xác với vòi phun của máy ép, ngăn chặn sự lệch tâm khi nhựa được bơm vào.
- Bạc cuống phun (Sprue Bushing): Là kênh dẫn đầu tiên cho nhựa nóng chảy từ vòi phun của máy vào khuôn. Nó được thiết kế để chịu nhiệt độ và áp suất cao.
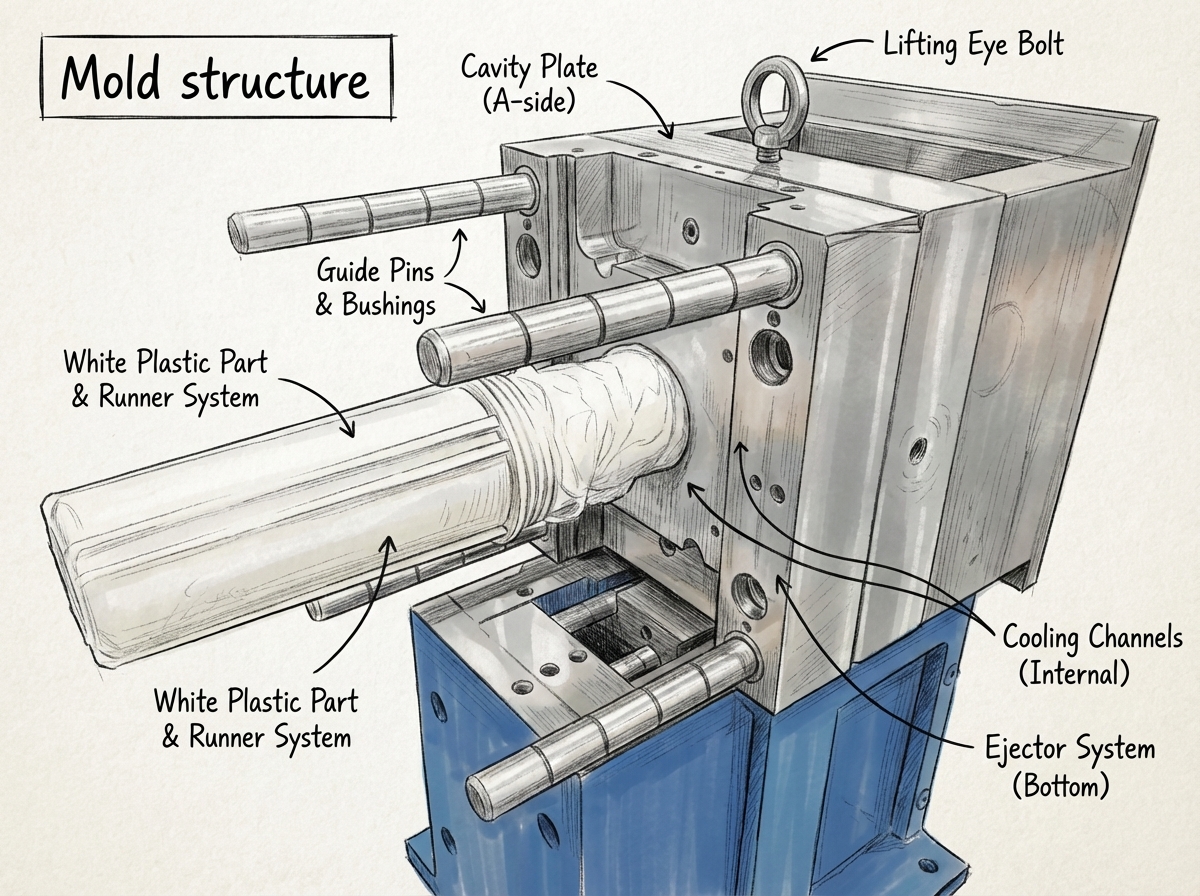
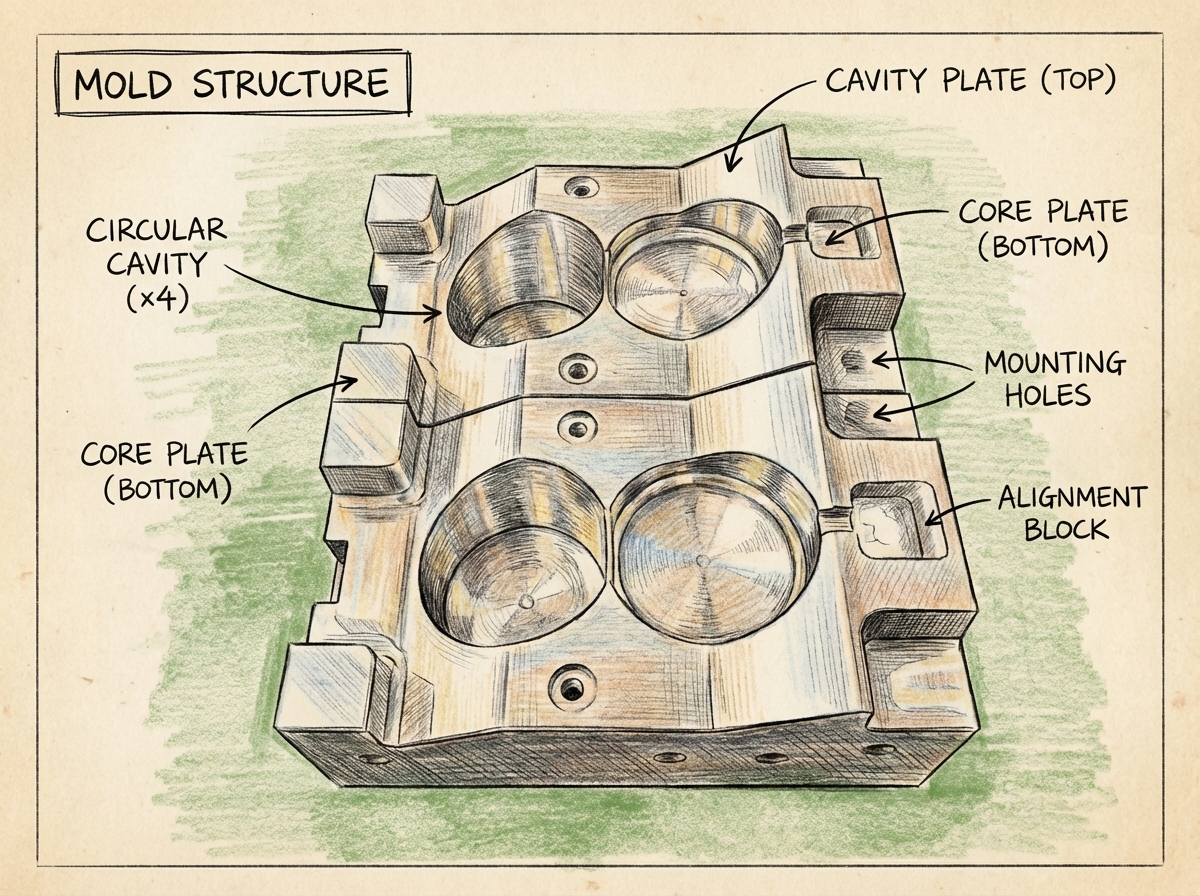
- Tấm khuôn cái (Cavity Plate/A-plate): Đây là tấm chính chứa lòng khuôn (cavity) tạo hình bề mặt ngoài hoặc một phần quan trọng của sản phẩm. Độ chính xác và hoàn thiện bề mặt của tấm này ảnh hưởng trực tiếp đến chất lượng sản phẩm.
- Hệ thống dẫn nhựa (Runner System): Bao gồm các kênh dẫn đưa nhựa từ bạc cuống phun đến các khoang khuôn. Hệ thống này có thể được bố trí theo nhiều kiểu khác nhau tùy thuộc vào số lượng khoang và hình dạng sản phẩm.
2. Nửa khuôn di động (Khuôn đực – Core Side)
Phần này được gắn vào mặt di động của máy ép, có khả năng di chuyển để mở khuôn và đẩy sản phẩm ra sau khi quá trình ép phun hoàn tất. Các thành phần quan trọng bao gồm:
- Tấm khuôn đực (Core Plate/B-plate): Chứa phần lõi (core) tạo hình bề mặt bên trong của sản phẩm. Nó thường tích hợp hệ thống làm mát và hệ thống đẩy sản phẩm.
- Tấm đệm (Spacer Blocks): Tạo ra không gian cần thiết giữa tấm khuôn đực và tấm kẹp di động để chứa hệ thống đẩy.
- Hệ thống đẩy sản phẩm (Ejector System): Đây là tập hợp các bộ phận có nhiệm vụ đẩy sản phẩm ra khỏi khuôn sau khi đã đông cứng. Hệ thống này bao gồm:
- Tấm đẩy (Ejector Plate) và Tấm giữ chốt đẩy (Ejector Retainer Plate): Hai tấm này di chuyển cùng nhau để đẩy các chốt đẩy.
- Chốt đẩy (Ejector Pins), Lõi đẩy (Ejector Sleeves), Lưỡi đẩy (Ejector Blades): Là các bộ phận tiếp xúc trực tiếp với sản phẩm, đẩy sản phẩm ra khỏi lòng khuôn. Sự phân bố và kích thước của chúng rất quan trọng để tránh biến dạng sản phẩm.
- Chốt hồi (Return Pins): Đảm bảo hệ thống đẩy trở về vị trí ban đầu khi khuôn đóng lại.
- Tấm kẹp di động (Moving Clamping Plate): Dùng để kẹp nửa khuôn này vào mặt di động của máy ép.
3. Các bộ phận bổ trợ và hệ thống khác
Ngoài các phần chính trên, cấu tạo chi tiết khuôn ép nhựa còn bao gồm nhiều bộ phận bổ trợ thiết yếu khác để đảm bảo hoạt động ổn định và chính xác:
- Chốt dẫn hướng (Guide Pins) và Bạc dẫn hướng (Guide Bushings): Đảm bảo sự ăn khớp chính xác của hai nửa khuôn khi đóng, tránh hiện tượng lệch khuôn gây ra sản phẩm lỗi.
- Vít (Screws) và chốt định vị (Dowels): Dùng để cố định các tấm khuôn và các bộ phận khác với nhau, đảm bảo độ bền vững và ổn định của cấu trúc khuôn.
- Hệ thống làm mát (Cooling System): Gồm các đường ống dẫn nước làm mát chạy bên trong khuôn, giúp kiểm soát nhiệt độ và rút ngắn chu kỳ ép, đây là một yếu tố quan trọng trong việc tối ưu hóa hiệu suất sản xuất.
- Hệ thống thông hơi (Ventilation System): Các rãnh thoát khí cực nhỏ giúp khí bị kẹt trong lòng khuôn thoát ra ngoài khi nhựa được bơm vào, ngăn ngừa các lỗi như “đốt cháy” nhựa hoặc thiếu hụt vật liệu.
Sự phối hợp nhịp nhàng và chính xác của tất cả các bộ phận này là yếu tố then chốt tạo nên một khuôn ép nhựa chất lượng, đảm bảo sản phẩm đầu ra đồng đều và đạt tiêu chuẩn. Đối với bất kỳ vấn đề nào về sửa chữa bảo trì khuôn hoặc tối ưu hóa hiệu suất, việc hiểu rõ từng chi tiết cấu tạo là điều không thể thiếu. Liên hệ Mr.Long 0949 90 77 68 để được tư vấn chuyên sâu hơn.
2. Các hệ thống quan trọng trong cấu tạo chi tiết khuôn ép nhựa: dẫn nhựa, làm mát, đẩy sản phẩm.
Trong quy trình ép phun nhựa, sự thành công của sản phẩm cuối cùng không chỉ phụ thuộc vào vật liệu hay máy móc, mà còn nằm ở sự tối ưu của cấu tạo chi tiết khuôn ép nhựa. Ba hệ thống cốt lõi và không thể thiếu là hệ thống dẫn nhựa, hệ thống làm mát và hệ thống đẩy sản phẩm. Chúng đóng vai trò quyết định đến chất lượng, tính đồng nhất, tốc độ sản xuất và hiệu quả chi phí. Một thiết kế tinh vi và chế tạo chính xác cho từng hệ thống này là chìa khóa để đạt được hiệu suất vượt trội trong sản xuất.
2.1. Hệ thống dẫn nhựa (Runner System)
Hệ thống dẫn nhựa là con đường vận chuyển nhựa nóng chảy từ vòi phun của máy ép đến khoang khuôn. Đây là một bộ phận không thể thiếu trong cấu tạo chi tiết khuôn ép nhựa, ảnh hưởng trực tiếp đến việc điền đầy khoang khuôn và chất lượng sản phẩm.
2.1.1. Hệ thống kênh dẫn nguội (Cold Runner)
Hệ thống kênh dẫn nguội là loại phổ biến và kinh tế nhất, bao gồm sprue (ống dẫn chính), runner (kênh dẫn phụ) và gate (cổng phun). Nhựa trong các kênh này sẽ nguội đi và đông cứng cùng với sản phẩm sau mỗi chu kỳ ép. Khi sản phẩm được đẩy ra, kênh dẫn nguội cũng được đẩy ra theo, trở thành phế liệu cần được tái chế hoặc loại bỏ.
- Ưu điểm: Thiết kế đơn giản, chi phí khuôn ban đầu thấp, dễ dàng bảo trì.
- Nhược điểm: Phát sinh phế liệu (nhựa kênh dẫn), kéo dài thời gian chu kỳ do phải chờ kênh dẫn nguội, có thể yêu cầu công đoạn cắt gọt kênh dẫn phụ sau khi sản phẩm ra lò. Việc lựa chọn giải pháp này cần cân nhắc kỹ để đảm bảo tối ưu chi phí sản xuất.
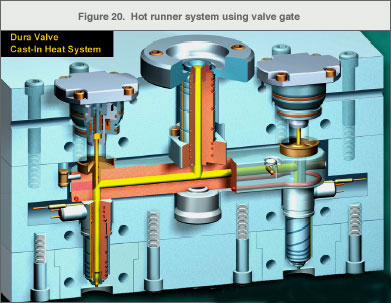
2.1.2. Hệ thống kênh dẫn nóng (Hot Runner)
Ngược lại với kênh dẫn nguội, hệ thống kênh dẫn nóng duy trì nhiệt độ của nhựa trong các kênh dẫn ở trạng thái nóng chảy cho đến khi đi vào khoang khuôn. Điều này được thực hiện thông qua các bộ phận gia nhiệt tích hợp trong khuôn.
- Ưu điểm: Không phát sinh phế liệu nhựa kênh dẫn, giảm thời gian chu kỳ sản xuất (do không phải chờ kênh dẫn nguội), cải thiện chất lượng sản phẩm (giảm ứng suất, điền đầy tốt hơn), cho phép tự động hóa cao hơn.
- Nhược điểm: Chi phí khuôn ban đầu cao hơn đáng kể, thiết kế và chế tạo phức tạp hơn, yêu cầu bảo trì định kỳ và chuyên môn cao. Tuy nhiên, đối với sản xuất hàng loạt và yêu cầu chất lượng cao, đây là một khoản đầu tư xứng đáng.
2.2. Hệ thống làm mát (Cooling System)
Hệ thống làm mát là một phần không thể thiếu trong cấu tạo chi tiết khuôn ép nhựa, chịu trách nhiệm loại bỏ nhiệt từ nhựa nóng chảy để làm nguội và đông cứng sản phẩm nhanh chóng và đồng đều. Hiệu quả của hệ thống làm mát ảnh hưởng trực tiếp đến thời gian chu kỳ ép, độ chính xác kích thước, và chất lượng bề mặt sản phẩm.
2.2.1. Nguyên lý hoạt động và thiết kế kênh làm mát
Hệ thống làm mát bao gồm mạng lưới các kênh dẫn chất lỏng làm mát (thường là nước hoặc dầu) chạy xuyên qua các tấm khuôn và lõi khuôn. Mục tiêu chính là duy trì nhiệt độ khuôn ở mức tối ưu và đồng đều. Thiết kế đường làm mát phải đảm bảo phân bố nhiệt đều khắp các khu vực của khuôn, đặc biệt là những vùng dày và nóng. Các loại kênh làm mát phổ biến bao gồm:
- Kênh khoan thẳng: Đơn giản, dễ gia công, phù hợp với các hình dạng khuôn cơ bản.
- Baffles và Bubblers: Được sử dụng để làm mát các vùng khó tiếp cận, như các lõi hẹp hoặc sâu.
- Làm mát theo khuôn dạng (Conformal Cooling): Sử dụng công nghệ in 3D để tạo ra các kênh làm mát có hình dạng phức tạp, ôm sát đường viền của khoang khuôn, mang lại hiệu quả làm mát tối ưu và giảm thời gian chu kỳ đáng kể.
Việc bảo trì và làm sạch định kỳ các kênh làm mát là rất quan trọng để tránh tắc nghẽn và duy trì hiệu suất. Dịch vụ sửa chữa và bảo trì khuôn nhựa chuyên nghiệp có thể giúp đảm bảo hệ thống làm mát luôn hoạt động hiệu quả.
2.3. Hệ thống đẩy sản phẩm (Ejection System)
Sau khi nhựa đã nguội và đông cứng hoàn toàn, hệ thống đẩy sản phẩm sẽ đảm nhiệm việc tách sản phẩm ra khỏi khuôn một cách nhẹ nhàng mà không gây hư hại. Đây là giai đoạn cuối cùng trong mỗi chu kỳ ép và là một phần thiết yếu trong cấu tạo chi tiết khuôn ép nhựa.
2.3.1. Các thành phần và cơ chế hoạt động
Hệ thống đẩy thường bao gồm một tấm đẩy (ejector plate) được gắn với nhiều chốt đẩy (ejector pins), ống đẩy (ejector sleeves), hoặc tấm gạt (stripper plates). Khi khuôn mở, tấm đẩy di chuyển về phía trước, đẩy các chốt hoặc tấm gạt để tách sản phẩm ra khỏi khoang khuôn. Cần có đủ lực đẩy nhưng phải phân bố đều để tránh biến dạng hoặc gãy vỡ sản phẩm.
- Chốt đẩy (Ejector Pins): Là thành phần phổ biến nhất, các chốt thép nhỏ được đặt tại các vị trí chiến lược trên sản phẩm. Số lượng, đường kính và vị trí của chốt đẩy được tính toán cẩn thận dựa trên hình dạng, kích thước và vật liệu của sản phẩm.
- Ống đẩy (Ejector Sleeves): Dùng để đẩy các chi tiết có hình trụ hoặc lỗ, giúp đẩy đều quanh chu vi.
- Tấm gạt (Stripper Plates): Được sử dụng cho các sản phẩm có thành mỏng, phẳng hoặc các chi tiết có diện tích lớn để đảm bảo việc đẩy ra đồng đều và không gây biến dạng.
- Hệ thống đẩy khí (Air Ejection): Trong một số trường hợp, khí nén được sử dụng để đẩy sản phẩm ra khỏi khoang khuôn, đặc biệt với các sản phẩm mỏng manh hoặc có bề mặt phức tạp.
Thiết kế hệ thống đẩy phải xem xét đến góc thoát khuôn (draft angle) của sản phẩm, độ dày thành và các yêu cầu về bề mặt để đảm bảo sản phẩm được đẩy ra sạch sẽ và không tỳ vết.
Sự kết hợp hoàn hảo giữa hệ thống dẫn nhựa, làm mát và đẩy sản phẩm là minh chứng cho trình độ kỹ thuật và kinh nghiệm trong ngành khuôn mẫu. Để tối ưu hóa quá trình sản xuất và đảm bảo chất lượng sản phẩm, việc hợp tác với các chuyên gia có kinh nghiệm về thiết kế và chế tạo khuôn là điều cần thiết. Liên hệ Mr.Long qua số 0949 90 77 68 để được tư vấn chuyên sâu về các giải pháp khuôn ép nhựa hàng đầu.
3. Vật liệu và yêu cầu thiết kế từng bộ phận trong cấu tạo chi tiết khuôn ép nhựa để tối ưu hiệu suất.
Trong ngành công nghiệp khuôn ép nhựa, việc lựa chọn vật liệu phù hợp và tuân thủ các yêu cầu thiết kế khắt khe cho từng bộ phận là yếu tố then chốt quyết định hiệu suất, độ bền và chất lượng sản phẩm cuối cùng. Hiểu rõ về cấu tạo chi tiết khuôn ép nhựa không chỉ giúp tối ưu hóa quy trình sản xuất mà còn kéo dài tuổi thọ của khuôn, giảm thiểu chi phí bảo trì và sửa chữa. Phần này sẽ đi sâu vào các loại vật liệu phổ biến và những yêu cầu thiết kế đặc thù cho từng cấu kiện quan trọng trong khuôn ép, nhằm mục tiêu đạt được hiệu suất tối ưu.
Tầm quan trọng của vật liệu trong từng bộ phận khuôn
Lựa chọn vật liệu là bước khởi đầu quan trọng, ảnh hưởng trực tiếp đến khả năng chịu mài mòn, truyền nhiệt, độ ổn định kích thước và khả năng hoàn thiện bề mặt của sản phẩm. Mỗi bộ phận trong khuôn ép nhựa phải đối mặt với các điều kiện làm việc khác nhau, từ áp suất cao, nhiệt độ biến đổi đến ma sát liên tục, do đó yêu cầu vật liệu phải có tính chất phù hợp.
Thép làm khuôn (Mold Steel) phổ biến
Thép là vật liệu chính được sử dụng để chế tạo khuôn ép nhựa. Các loại thép phổ biến bao gồm:
- Thép P20: Thường được sử dụng cho khuôn có kích thước lớn, sản xuất trung bình, yêu cầu độ bóng vừa phải. Thép P20 có khả năng gia công tốt, độ cứng bề mặt phù hợp sau khi nhiệt luyện.
- Thép H13: Được biết đến với khả năng chịu nhiệt cao, chống mài mòn tốt, lý tưởng cho khuôn ép nhựa kỹ thuật, nhựa có chất độn hoặc nhựa kỹ thuật yêu cầu nhiệt độ ép cao.
- Thép NAK80: Loại thép được tiền cứng hóa, có độ bóng gương tuyệt vời và độ ổn định kích thước cao, phù hợp cho các sản phẩm yêu cầu bề mặt hoàn thiện cực kỳ cao.
- Thép không gỉ (Stainless Steel): Như loại 420SS, được dùng cho khuôn ép các loại nhựa ăn mòn (ví dụ PVC) hoặc sản xuất trong môi trường ẩm ướt để tránh gỉ sét.
Việc lựa chọn đúng loại thép giúp đảm bảo khuôn có thể chịu đựng được môi trường làm việc khắc nghiệt và đạt được tuổi thọ mong muốn. Bạn có thể tìm hiểu thêm về các vật liệu sử dụng trong chế tạo khuôn mẫu để có cái nhìn chi tiết hơn.
Các vật liệu đặc biệt và lớp phủ bề mặt
Ngoài thép, một số vật liệu khác cũng được sử dụng cho các chi tiết đặc biệt:
- Đồng Beri (Beryllium Copper): Thường dùng cho các lõi khuôn, pin làm mát hoặc insert nơi cần truyền nhiệt nhanh để giảm chu kỳ ép và cải thiện chất lượng sản phẩm.
- Gốm sứ (Ceramics) hoặc Tungsten Carbide: Được sử dụng cho các chi tiết chịu mài mòn cực cao như cửa nhựa (gate inserts) khi ép nhựa có sợi thủy tinh.
Các lớp phủ bề mặt như TiN (Titanium Nitride), CrN (Chromium Nitride) hoặc DLC (Diamond-Like Carbon) cũng được áp dụng để tăng cường độ cứng bề mặt, khả năng chống mài mòn, giảm ma sát và cải thiện khả năng thoát khuôn, từ đó nâng cao hiệu suất tổng thể của khuôn.
Yêu cầu thiết kế từng bộ phận để tối ưu hiệu suất
Mỗi bộ phận trong cấu tạo chi tiết khuôn ép nhựa đòi hỏi những yêu cầu thiết kế riêng biệt để đảm bảo chức năng tối ưu và đóng góp vào hiệu suất chung của quá trình ép phun.
Tấm khuôn (Mold Plates – Đế khuôn)
Các tấm khuôn (tấm kẹp, tấm đỡ, tấm đẩy) cần được thiết kế với độ cứng vững cao để chịu được lực kẹp và áp lực phun lớn mà không bị biến dạng. Vật liệu thường là thép S50C hoặc P20. Thiết kế phải đảm bảo độ phẳng và độ song song tuyệt đối giữa các tấm để duy trì độ chính xác của khuôn và sản phẩm. Các lỗ lắp đặt, lỗ dẫn nguội, và hệ thống dẫn hướng phải được gia công gia công siêu chính xác trong mold.
Lòng khuôn và Lõi khuôn (Cavity and Core)
Đây là trái tim của khuôn, nơi hình dạng sản phẩm được tạo ra. Yêu cầu thiết kế bao gồm:
- Độ chính xác kích thước: Phải cực kỳ cao, có tính toán đến độ co rút của vật liệu nhựa.
- Độ bóng bề mặt: Tùy thuộc vào yêu cầu sản phẩm, có thể từ bề mặt thô đến độ bóng gương. Điều này ảnh hưởng đến khả năng thoát khuôn và thẩm mỹ sản phẩm.
- Góc thoát khuôn (Draft Angle): Phải đủ lớn để sản phẩm dễ dàng thoát ra mà không bị xước hoặc biến dạng.
- Hệ thống làm mát: Các kênh làm mát phải được tích hợp một cách khoa học để đảm bảo làm mát đồng đều và hiệu quả, giảm thiểu thời gian chu kỳ và ngăn ngừa biến dạng sản phẩm.
- Các gân tăng cứng, fillet, chamfer: Thiết kế hợp lý để tránh tập trung ứng suất, tăng độ bền cho khuôn và sản phẩm.
Hệ thống dẫn nhựa (Runner System Components)
Bao gồm cuống phun (sprue bush), kênh dẫn (runner), và cổng phun (gate). Thiết kế phải đảm bảo nhựa chảy đều, nhanh chóng và ít tổn hao áp suất nhất đến các khoang khuôn. Kích thước và hình dạng của kênh dẫn phải được tính toán cẩn thận để cân bằng dòng chảy. Với hot runner, việc thiết kế hệ thống gia nhiệt và các béc phun đòi hỏi độ chính xác cao để duy trì nhiệt độ ổn định của nhựa.
Hệ thống làm mát (Cooling System Components)
Thiết kế hệ thống làm mát hiệu quả là chìa khóa để giảm thời gian chu kỳ và đảm bảo chất lượng sản phẩm. Các kênh dẫn nước làm mát, baffles, bubblers phải được bố trí tối ưu để loại bỏ nhiệt nhanh chóng và đồng đều khỏi lòng khuôn và lõi khuôn. Vật liệu cho các bộ phận này thường là thép có khả năng truyền nhiệt tốt hoặc đồng Beri cho những khu vực cần làm mát cục bộ.
Hệ thống đẩy sản phẩm (Ejection System Components)
Bao gồm các chốt đẩy (ejector pins), ống đẩy (sleeves), tấm đẩy (ejector plates) và chốt hồi (return pins). Yêu cầu thiết kế là phải đảm bảo sản phẩm được đẩy ra khỏi khuôn một cách nhẹ nhàng, không bị biến dạng hay hư hỏng. Số lượng, vị trí và kích thước của các chốt đẩy phải phù hợp với hình dạng sản phẩm và diện tích bề mặt. Vật liệu cho chốt đẩy cần có độ cứng và khả năng chịu mài mòn cao (thép SKD61, H13 được tôi nitơ). Việc bảo trì thường xuyên hệ thống này cũng rất quan trọng để tránh hỏng hóc, và khi cần thiết, các dịch vụ sửa chữa bảo trì khuôn nhựa chuyên nghiệp sẽ giúp kéo dài tuổi thọ của khuôn.
Tóm lại, việc lựa chọn vật liệu và thiết kế tỉ mỉ cho từng bộ phận trong cấu tạo chi tiết khuôn ép nhựa là nền tảng để tạo ra một khuôn hoạt động hiệu quả, sản xuất ra sản phẩm chất lượng cao với chi phí tối ưu. Để được tư vấn chuyên sâu về vật liệu và thiết kế khuôn, quý khách hàng có thể liên hệ với chuyên gia của chúng tôi, Mr.Long qua số điện thoại 0949 90 77 68.
4. Tối ưu hóa sản xuất và tuổi thọ khuôn dựa trên sự hiểu biết về cấu tạo chi tiết khuôn ép nhựa.
Trong ngành công nghiệp ép nhựa, việc đạt được hiệu suất sản xuất cao nhất và kéo dài tuổi thọ của khuôn là yếu tố then chốt quyết định lợi nhuận và khả năng cạnh tranh. Điều này chỉ có thể thực hiện được khi doanh nghiệp sở hữu sự hiểu biết sâu sắc về cấu tạo chi tiết khuôn ép nhựa, từ những bộ phận cơ bản nhất đến các hệ thống phức tạp. Kiến thức này không chỉ giúp tối ưu hóa từng giai đoạn trong chu trình sản xuất mà còn là nền tảng để triển khai các chiến lược bảo trì và nâng cấp hiệu quả, đảm bảo khuôn hoạt động bền bỉ, ổn định qua hàng triệu chu trình.
Tối ưu hóa thiết kế khuôn cho hiệu suất sản xuất vượt trội
Sự am hiểu về cấu tạo chi tiết khuôn ép nhựa cho phép các kỹ sư đưa ra quyết định thiết kế sáng suốt ngay từ đầu, tác động trực tiếp đến thời gian chu kỳ sản xuất, chất lượng sản phẩm và chi phí vận hành. Mỗi bộ phận, từ khoang khuôn (cavity) và lõi khuôn (core) đến hệ thống dẫn nhựa (runner system) và hệ thống làm mát, đều phải được thiết kế một cách khoa học để tối đa hóa hiệu suất.
Chẳng hạn, việc tối ưu hóa thiết kế hệ thống dẫn nhựa có thể giảm thiểu lượng vật liệu thừa (sprue, runner) và đảm bảo dòng chảy nhựa đồng đều, ngăn ngừa các lỗi như đường hàn (weld lines), biến dạng (warpage) hay thiếu vật liệu. Tương tự, cấu hình các đường nước làm mát được bố trí chính xác theo cấu tạo chi tiết khuôn ép nhựa sẽ giúp kiểm soát nhiệt độ hiệu quả, rút ngắn thời gian làm mát và giảm thiểu ứng suất bên trong sản phẩm, qua đó cải thiện đáng kể chu kỳ sản xuất.
Tối ưu hóa hệ thống dẫn nhựa và làm mát dựa trên cấu tạo chi tiết khuôn ép nhựa
Hệ thống dẫn nhựa, đặc biệt là hệ thống hot runner, đòi hỏi sự hiểu biết chuyên sâu về từng bộ phận như đầu phun (nozzle), ống gia nhiệt (manifold) và bộ điều khiển nhiệt độ. Việc lựa chọn và bố trí phù hợp các chi tiết này sẽ đảm bảo nhựa được duy trì ở nhiệt độ tối ưu, giảm thiểu áp suất phun và năng lượng tiêu thụ. Đối với hệ thống làm mát, việc phân tích dòng chảy nhiệt trong cấu tạo chi tiết khuôn ép nhựa giúp thiết kế các kênh làm mát sát với bề mặt sản phẩm nhất có thể mà vẫn đảm bảo độ bền của khuôn, từ đó đẩy nhanh quá trình làm nguội và ổn định kích thước chi tiết.
Kéo dài tuổi thọ khuôn thông qua lựa chọn vật liệu và bảo trì đúng cách
Tuổi thọ của khuôn không chỉ phụ thuộc vào vật liệu chế tạo mà còn vào cách thức vận hành và bảo trì. Một sự hiểu biết toàn diện về cấu tạo chi tiết khuôn ép nhựa sẽ hướng dẫn việc lựa chọn vật liệu tối ưu cho từng bộ phận cụ thể. Ví dụ, các chi tiết chịu mài mòn cao như khoang khuôn, lõi khuôn hoặc các chốt định vị cần được làm từ thép hợp kim có độ cứng cao và khả năng chống ăn mòn tốt, hoặc được xử lý nhiệt bề mặt chuyên sâu. Các bộ phận ít chịu tác động hơn có thể sử dụng vật liệu kinh tế hơn mà vẫn đảm bảo chức năng.
Bên cạnh đó, việc thực hiện quy trình bảo trì, bảo dưỡng định kỳ dựa trên sự hiểu biết về cấu tạo chi tiết khuôn ép nhựa là cực kỳ quan trọng. Điều này bao gồm việc kiểm tra định kỳ các chốt đẩy (ejector pins), lò xo, bạc dẫn hướng và các gioăng làm kín để phát hiện sớm các dấu hiệu hao mòn hoặc hư hỏng. Kịp thời thay thế các linh kiện bị xuống cấp không chỉ ngăn ngừa sự cố sản xuất mà còn bảo vệ các bộ phận cốt lõi của khuôn khỏi hư hại thứ cấp, từ đó kéo dài đáng kể tổng thể tuổi thọ của khuôn. Các dịch vụ sửa chữa bảo trì khuôn nhựa chuyên nghiệp luôn sẵn sàng hỗ trợ khi cần.
Vai trò của hệ thống đẩy và độ chính xác gia công
Hệ thống đẩy sản phẩm là một trong những thành phần chịu tác động cơ học lớn nhất trong cấu tạo chi tiết khuôn ép nhựa. Các chốt đẩy, tấm đẩy và các cơ cấu liên quan phải được thiết kế và gia công với độ chính xác cao để đảm bảo sản phẩm được đẩy ra nhẹ nhàng, không bị biến dạng và không gây hỏng hóc cho khuôn. Sự thiếu chính xác trong gia công hoặc lựa chọn vật liệu không phù hợp cho các bộ phận này có thể dẫn đến kẹt chốt, gãy chốt hoặc làm hỏng bề mặt sản phẩm. Do đó, việc áp dụng các tiêu chuẩn gia công siêu chính xác là yếu tố tiên quyết.
Giải pháp giám sát và cải tiến liên tục
Việc tối ưu hóa sản xuất và tuổi thọ khuôn không phải là một quá trình một lần mà là một chu trình cải tiến liên tục. Bằng cách thu thập và phân tích dữ liệu về hiệu suất khuôn, ví dụ như thời gian chu kỳ, tỷ lệ lỗi sản phẩm, tần suất bảo trì, các nhà sản xuất có thể xác định các điểm yếu trong cấu tạo chi tiết khuôn ép nhựa và đưa ra các giải pháp cải tiến. Điều này có thể bao gồm việc điều chỉnh thiết kế, thay đổi vật liệu, hoặc áp dụng các công nghệ mới như cảm biến nhiệt độ, áp suất để giám sát hoạt động của khuôn theo thời gian thực. Sự hiểu biết sâu sắc về cấu tạo chi tiết khuôn ép nhựa là chìa khóa để diễn giải dữ liệu này một cách chính xác và đưa ra các quyết định chiến lược.
Để đảm bảo hiệu quả tối đa, việc hợp tác với các chuyên gia có kinh nghiệm trong thiết kế và chế tạo khuôn là vô cùng cần thiết. Nếu quý vị cần tư vấn chuyên sâu về tối ưu hóa khuôn ép nhựa, đừng ngần ngại liên hệ Mr.Long qua số điện thoại 0949 90 77 68 để được hỗ trợ.
