1. Giới thiệu tổng quan về tôi cao tần, mục đích ứng dụng và phân tích chuyên sâu các loại thép phù hợp để tôi cao tần.
Trong ngành công nghiệp chế tạo, việc nâng cao độ bền, khả năng chống mài mòn và tuổi thọ cho các chi tiết máy là yếu tố then chốt quyết định hiệu suất và độ tin cậy của sản phẩm. Một trong những phương pháp xử lý nhiệt bề mặt được ứng dụng rộng rãi và mang lại hiệu quả vượt trội là tôi cao tần (induction hardening). Kỹ thuật này không chỉ giúp cải thiện đáng kể tính chất cơ học bề mặt mà còn bảo toàn độ dẻo dai cần thiết của phần lõi, đáp ứng yêu cầu khắt khe của nhiều ứng dụng công nghiệp.
Tôi cao tần: Tổng quan về phương pháp xử lý nhiệt bề mặt hiệu quả
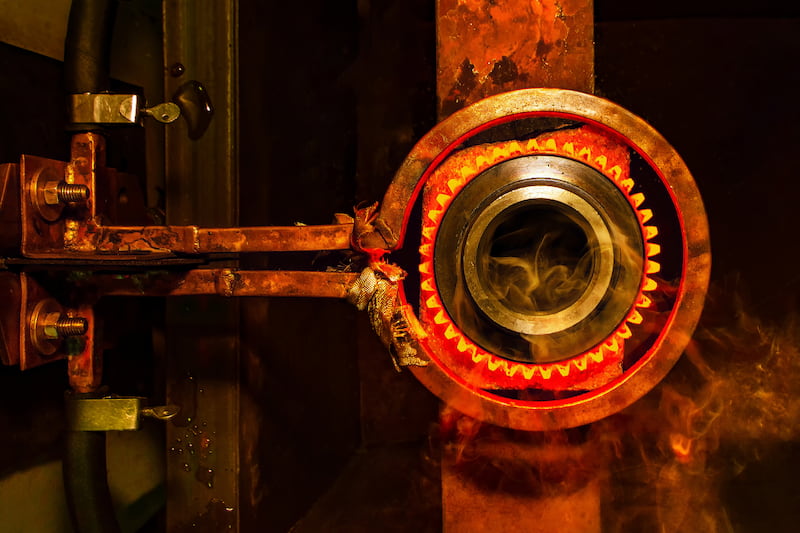
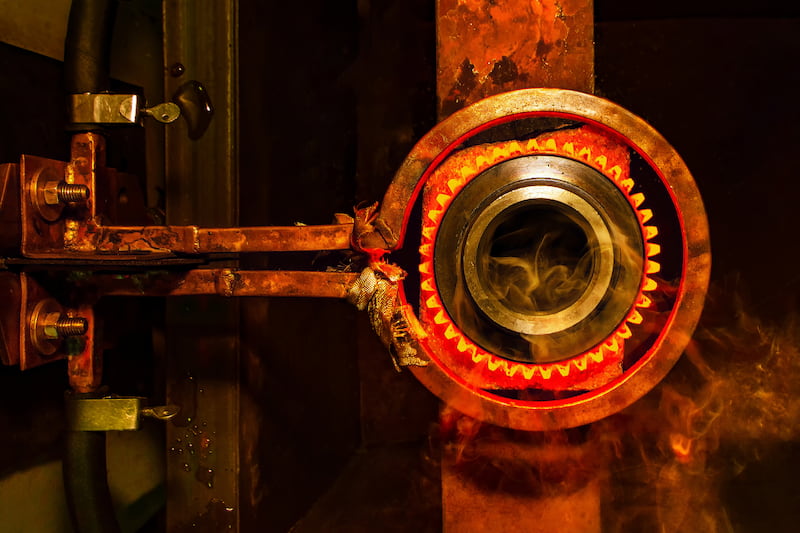
Tôi cao tần là một quá trình xử lý nhiệt cục bộ, sử dụng nguyên lý cảm ứng điện từ để làm nóng nhanh bề mặt của vật liệu thép đến nhiệt độ tôi (thường là austenit hóa), sau đó làm nguội tức thời bằng nước, dầu hoặc polyme. Quá trình này tạo ra một lớp bề mặt cứng vững (mactenxit) có khả năng chống mài mòn và chịu tải cao, trong khi phần lõi của chi tiết vẫn giữ được cấu trúc dẻo dai ban đầu, chống chịu va đập tốt.
Ưu điểm nổi bật của tôi cao tần nằm ở khả năng kiểm soát chính xác vùng tôi, độ sâu lớp tôi và nhiệt độ, cho phép xử lý các chi tiết có hình dạng phức tạp mà các phương pháp tôi truyền thống khó thực hiện. Thời gian xử lý nhanh chóng, hiệu suất năng lượng cao và ít biến dạng sản phẩm là những yếu tố khiến tôi cao tần trở thành lựa chọn ưu tiên trong sản xuất hàng loạt.
Mục đích ứng dụng chiến lược của tôi cao tần trong sản xuất công nghiệp
Mục đích chính của việc ứng dụng tôi cao tần là tạo ra các chi tiết có khả năng hoạt động bền bỉ trong điều kiện khắc nghiệt, chịu tải trọng lớn, ma sát cao và môi trường ăn mòn. Công nghệ này được coi là giải pháp chiến lược để tối ưu hóa hiệu suất và kéo dài tuổi thọ cho các bộ phận quan trọng trong nhiều ngành công nghiệp:
- Ngành ô tô và xe máy: Các chi tiết như trục khuỷu, trục cam, bánh răng, trục truyền động, chốt piston, vành răng khởi động yêu cầu độ cứng bề mặt cao để chống mài mòn nhưng vẫn cần lõi dẻo dai để chịu xoắn và va đập.
- Ngành cơ khí chính xác và chế tạo máy: Trục bơm, trục động cơ, con lăn, các chi tiết truyền động trong máy công cụ, khớp nối, bạc đạn.
- Ngành khuôn mẫu: Một số chi tiết khuôn hoặc chốt đẩy trong khuôn cần được tôi cao tần để tăng độ bền bề mặt, giúp kéo dài chu kỳ làm việc của khuôn. Để hiểu rõ hơn về vật liệu cấu thành nên sản phẩm chất lượng, quý khách có thể tham khảo thêm về các vật liệu sử dụng trong chế tạo khuôn mẫu.
- Ngành nông nghiệp và xây dựng: Các bộ phận máy kéo, máy ủi, xích tải cần khả năng chống mài mòn tuyệt vời trong môi trường bụi bẩn, khắc nghiệt.
Phân tích chuyên sâu về Các loại thép phù hợp để tôi cao tần
Việc lựa chọn đúng các loại thép phù hợp để tôi cao tần là yếu tố then chốt quyết định thành công của quá trình và chất lượng của chi tiết cuối cùng. Không phải loại thép nào cũng có thể tôi cao tần một cách hiệu quả. Có những yêu cầu và đặc tính nhất định mà vật liệu thép cần đáp ứng.
Yêu cầu vật liệu cơ bản cho quá trình tôi cao tần
Để tôi cao tần hiệu quả, thép cần có các đặc tính sau:
- Hàm lượng carbon phù hợp: Thép phải chứa đủ carbon (thường từ 0.35% đến 0.60%) để có khả năng hình thành mactenxit cứng sau khi làm nguội. Hàm lượng carbon quá thấp sẽ không đạt được độ cứng mong muốn, trong khi quá cao có thể gây nứt hoặc giòn.
- Khả năng thấm tôi: Đây là khả năng của thép để tạo ra cấu trúc mactenxit cứng ở một độ sâu nhất định từ bề mặt. Đối với tôi cao tần, thường ưu tiên thép có khả năng thấm tôi nông hoặc trung bình để tạo lớp tôi bề mặt rõ ràng.
- Độ tinh khiết và đồng nhất cấu trúc: Thép cần có cấu trúc vi mô đồng nhất, ít tạp chất và khuyết tật để tránh biến dạng, nứt hoặc các vùng không đạt độ cứng mong muốn sau khi tôi.
- Độ bền kéo và độ dẻo lõi tốt: Mặc dù bề mặt được tôi cứng, phần lõi của chi tiết vẫn cần duy trì độ bền kéo và độ dẻo để đảm bảo khả năng chịu va đập và tải trọng tổng thể.
Các nhóm thép chính và đặc điểm
Dựa trên các yêu cầu trên, dưới đây là các loại thép phù hợp để tôi cao tần phổ biến:
- Thép Carbon Trung bình (Medium Carbon Steels):
- Ví dụ: C45, C50, C55, C60 (SAE 1045, 1050, 1055, 1060).
- Đặc điểm: Đây là nhóm thép được sử dụng rộng rãi nhất cho tôi cao tần nhờ hàm lượng carbon lý tưởng (0.45% – 0.60%) và chi phí thấp. Chúng cho phép đạt được độ cứng bề mặt cao (khoảng 55-62 HRC) và độ sâu lớp tôi mong muốn. Tuy nhiên, khả năng thấm tôi của chúng tương đối thấp, phù hợp cho các chi tiết có kích thước nhỏ đến trung bình và lớp tôi không quá sâu.
- Thép Hợp kim thấp (Low Alloy Steels):
- Ví dụ: 40Cr (SAE 5140), 42CrMo4 (SAE 4140), 34CrNiMo6 (SAE 4340).
- Đặc điểm: Các nguyên tố hợp kim như Crom (Cr), Molypden (Mo), Niken (Ni) được thêm vào để cải thiện khả năng thấm tôi, độ bền và độ dẻo dai. Nhóm thép này phù hợp cho các chi tiết lớn hơn, yêu cầu độ sâu lớp tôi lớn hơn hoặc đòi hỏi tính chất cơ học tổng thể cao hơn. Chẳng hạn, thép 42CrMo4 thường được sử dụng cho các trục chịu tải nặng do có sự cân bằng tốt giữa độ cứng bề mặt và độ bền lõi. Ngay cả trong thép làm khuôn, các loại thép hợp kim thấp này cũng có thể được xem xét cho các chi tiết cần tôi bề mặt.
- Thép Công cụ Carbon (Carbon Tool Steels):
- Ví dụ: SK5, SK7 (tương đương 1070, 1080).
- Đặc điểm: Với hàm lượng carbon cao hơn (0.7% – 0.9%), nhóm thép này có thể đạt độ cứng bề mặt rất cao (trên 60 HRC). Tuy nhiên, chúng đòi hỏi kiểm soát nhiệt độ và làm nguội cẩn thận hơn để tránh nứt do độ giòn cao. Thường được dùng cho các chi tiết cần độ cứng và khả năng chống mài mòn cực cao như dao cắt, mũi khoan.
Việc lựa chọn các loại thép phù hợp để tôi cao tần cần được thực hiện dựa trên phân tích kỹ lưỡng các yêu cầu kỹ thuật của chi tiết, điều kiện làm việc, chi phí và khả năng gia công. Để đạt được kết quả tối ưu, việc tham khảo ý kiến chuyên gia trong lĩnh vực xử lý nhiệt và vật liệu là vô cùng quan trọng. Đừng ngần ngại liên hệ với chúng tôi để được tư vấn chuyên sâu về các giải pháp vật liệu và công nghệ gia công, Mr.Long 0949 90 77 68 sẽ hỗ trợ quý khách.
Trong lĩnh vực gia công cơ khí chính xác và sản xuất khuôn mẫu, công nghệ tôi cao tần đã và đang khẳng định vai trò then chốt trong việc nâng cao độ bền, tuổi thọ và hiệu suất làm việc của các chi tiết máy. Đây là một phương pháp xử lý nhiệt tiên tiến, được ứng dụng rộng rãi nhờ khả năng tạo ra lớp bề mặt cứng vững đồng thời giữ được độ dẻo dai cần thiết cho lõi vật liệu. Việc hiểu rõ về công nghệ này, những lợi ích mà nó mang lại cùng với việc lựa chọn các loại thép phù hợp để tôi cao tần theo từng ứng dụng cụ thể là vô cùng quan trọng đối với các kỹ sư và nhà sản xuất.
Cơ chế hoạt động và ưu điểm vượt trội của công nghệ tôi cao tần
Công nghệ tôi cao tần (Induction Hardening) hoạt động dựa trên nguyên lý cảm ứng điện từ để nung nóng cục bộ bề mặt kim loại. Dòng điện xoay chiều có tần số cao chạy qua cuộn cảm (inductor) tạo ra từ trường biến thiên. Khi phôi thép được đặt trong từ trường này, các dòng điện Foucault sẽ được cảm ứng trên bề mặt phôi, gây ra hiệu ứng nhiệt Joule, làm nóng nhanh chóng lớp bề mặt vật liệu đến nhiệt độ austenit hóa. Sau đó, phôi được làm nguội nhanh bằng nước, polyme hoặc dầu, dẫn đến sự chuyển biến cấu trúc từ austenit thành mactenxit cứng trên bề mặt, trong khi phần lõi vẫn giữ nguyên cấu trúc ban đầu với độ dẻo dai và khả năng chịu va đập tốt.
Những ưu điểm nổi bật của tôi cao tần bao gồm:
- Độ cứng bề mặt cao và khả năng chống mài mòn vượt trội: Lớp mactenxit cứng trên bề mặt giúp chi tiết chịu được các tác động mài mòn, ma sát hiệu quả.
- Duy trì độ dẻo dai cho lõi: Phần lõi vật liệu không bị ảnh hưởng bởi quá trình nhiệt, giữ được độ bền và khả năng chịu tải trọng động, giảm nguy cơ nứt gãy.
- Độ chính xác và ít biến dạng: Do chỉ nung nóng cục bộ và thời gian gia nhiệt ngắn, sự biến dạng của chi tiết sau tôi cao tần được giảm thiểu đáng kể, phù hợp cho gia công siêu chính xác.
- Hiệu quả kinh tế và năng suất cao: Quá trình tôi cao tần có thể tự động hóa hoàn toàn, rút ngắn thời gian xử lý, tiết kiệm năng lượng và chi phí sản xuất.
- Kiểm soát tốt độ sâu lớp tôi: Bằng cách điều chỉnh tần số, công suất và thời gian gia nhiệt, người vận hành có thể kiểm soát chính xác độ sâu lớp tôi cứng theo yêu cầu kỹ thuật.
Các loại thép phù hợp để tôi cao tần cho từng ứng dụng cụ thể
Việc lựa chọn các loại thép phù hợp để tôi cao tần là yếu tố then chốt quyết định chất lượng và hiệu suất của sản phẩm cuối cùng. Để quá trình tôi cao tần đạt hiệu quả tối ưu, thép cần có hàm lượng carbon đủ lớn (thường từ 0.3% trở lên) để tạo ra cấu trúc mactenxit cứng. Dưới đây là một số loại thép phổ biến và ứng dụng của chúng:
Thép Carbon và Hợp kim thấp
- Thép Carbon trung bình (như C45, S45C, SK5): Đây là những loại thép được sử dụng rộng rãi nhất để tôi cao tần. Hàm lượng carbon khoảng 0.4-0.6% giúp chúng đạt được độ cứng bề mặt tốt (55-62 HRC) sau khi tôi cao tần, phù hợp cho các chi tiết cần khả năng chống mài mòn và độ bền vừa phải.
- Ứng dụng: Trục truyền động, bánh răng, trục cam, chi tiết máy móc tổng hợp, con lăn, bulong, ốc vít chịu lực.
- Thép hợp kim thấp (như 40Cr, 42CrMo4, SCM440): Các loại thép này chứa thêm các nguyên tố hợp kim như Crom, Molypden, Mangan, giúp cải thiện độ thấm tôi, độ bền kéo và khả năng chịu tải trọng cao hơn. Chúng có thể đạt độ cứng bề mặt tương đương thép carbon nhưng với độ bền lõi và khả năng chống mỏi tốt hơn.
- Ứng dụng: Trục khuỷu, trục xoắn, bánh răng chịu tải nặng, các bộ phận của động cơ, chi tiết máy công cụ, các chi tiết khuôn cần độ bền và độ cứng bề mặt cao.
Thép Công cụ và Thép không gỉ đặc biệt
- Thép công cụ (ví dụ SKD11, DC53, M2): Mặc dù chủ yếu được dùng làm khuôn hoặc dao cắt, một số chi tiết từ thép công cụ cũng có thể được tôi cao tần để tăng cường độ cứng bề mặt cho các vùng chịu mài mòn cục bộ. Tuy nhiên, việc này đòi hỏi kiểm soát nhiệt độ và thời gian tôi rất chặt chẽ do hàm lượng hợp kim cao.
- Ứng dụng: Trục lăn cho máy cán, chi tiết khuôn dập cần độ cứng bề mặt cực cao, các bộ phận dao cắt công nghiệp.
- Thép không gỉ Mactenxit (ví dụ 420J2, 440C): Một số loại thép không gỉ thuộc nhóm mactenxit có khả năng tôi cứng và có thể được tôi cao tần để cải thiện độ cứng bề mặt, đồng thời vẫn giữ được khả năng chống ăn mòn nhất định.
- Ứng dụng: Các bộ phận trong ngành y tế, thực phẩm, hoặc môi trường ẩm ướt cần độ cứng bề mặt và khả năng chống gỉ sét.
Lời khuyên lựa chọn và liên hệ chuyên gia
Để đảm bảo hiệu quả tối ưu, việc lựa chọn các loại thép phù hợp để tôi cao tần không chỉ dựa vào thành phần hóa học mà còn phải cân nhắc đến kích thước, hình dạng của chi tiết, độ sâu lớp tôi yêu cầu, và điều kiện làm việc của sản phẩm. Một đánh giá toàn diện từ các chuyên gia sẽ giúp bạn đưa ra quyết định chính xác nhất, tối ưu hóa chi phí và hiệu suất.
Nếu quý khách hàng cần tư vấn chuyên sâu về công nghệ tôi cao tần, lựa chọn vật liệu, hoặc các giải pháp xử lý nhiệt khác, đừng ngần ngại liên hệ với chúng tôi để nhận được sự hỗ trợ tận tình và chuyên nghiệp nhất. Mọi yêu cầu xin vui lòng liên hệ Mr.Long qua số điện thoại 0949 90 77 68 để được tư vấn và hỗ trợ kịp thời.
3. Khám phá tầm quan trọng của tôi cao tần, các yếu tố cần lưu ý khi chọn vật liệu và danh sách các loại thép phù hợp để tôi cao tần.
Trong bối cảnh công nghiệp hiện đại, tôi cao tần đã trở thành một công nghệ nhiệt luyện không thể thiếu, đóng vai trò then chốt trong việc nâng cao hiệu suất và tuổi thọ của các chi tiết máy. Để đạt được kết quả tối ưu, việc hiểu rõ tầm quan trọng của quy trình này, cùng với các yếu tố then chốt khi lựa chọn vật liệu và các loại thép phù hợp để tôi cao tần, là điều cực kỳ cần thiết. Phần nội dung này sẽ đi sâu vào những khía cạnh này, cung cấp một cái nhìn toàn diện về cách tối ưu hóa quá trình tôi cao tần thông qua lựa chọn vật liệu thông minh.
Tầm quan trọng chiến lược của tôi cao tần trong ngành công nghiệp
Tôi cao tần không chỉ là một quy trình nhiệt luyện thông thường mà còn là một yếu tố chiến lược giúp các doanh nghiệp nâng cao chất lượng sản phẩm và giảm chi phí bảo trì. Kỹ thuật này sử dụng dòng điện tần số cao để nung nóng nhanh bề mặt chi tiết thép, sau đó làm nguội đột ngột, tạo ra một lớp bề mặt cứng vững (martensite) trong khi phần lõi vẫn giữ được độ dẻo dai cần thiết. Điều này mang lại nhiều lợi ích vượt trội:
- Nâng cao độ cứng bề mặt: Giúp chi tiết chống mài mòn hiệu quả hơn, đặc biệt quan trọng đối với các bộ phận chịu ma sát liên tục như trục khuỷu, bánh răng, cam, và các chi tiết khuôn mẫu.
- Cải thiện khả năng chịu mỏi: Sự tạo thành ứng suất nén dư trên bề mặt sau tôi cao tần giúp ngăn chặn sự hình thành và phát triển các vết nứt, kéo dài tuổi thọ làm việc của chi tiết dưới tải trọng lặp.
- Kiểm soát chính xác: Tôi cao tần cho phép kiểm soát vùng tôi cứng và độ sâu tôi cứng một cách chính xác, giảm thiểu biến dạng và giữ nguyên tính chất cơ học của phần lõi, điều mà các phương pháp nhiệt luyện truyền thống khó đạt được.
- Hiệu quả kinh tế và môi trường: Quá trình tôi cao tần nhanh chóng, tiết kiệm năng lượng và thân thiện với môi trường hơn so với các phương pháp tôi trong lò, do không sử dụng hóa chất độc hại và giảm lượng khí thải.
Các yếu tố then chốt khi lựa chọn vật liệu cho tôi cao tần
Việc lựa chọn đúng vật liệu là yếu tố quyết định sự thành công của quá trình tôi cao tần và hiệu suất của chi tiết sau gia công. Một số yếu tố quan trọng cần được xem xét cẩn thận:
Để biết thêm về các loại vật liệu sử dụng trong chế tạo khuôn mẫu và gia công, bạn có thể tham khảo thêm tại các vật liệu sử dụng trong chế tạo khuôn mẫu.
Ảnh hưởng của thành phần hóa học và cấu trúc ban đầu
- Hàm lượng Carbon: Đây là yếu tố quan trọng nhất. Thép có hàm lượng carbon trung bình (từ 0.3% đến 0.6%) là lý tưởng nhất cho tôi cao tần. Carbon đóng vai trò chủ chốt trong việc tạo thành martensite cứng sau khi làm nguội. Hàm lượng carbon quá thấp sẽ không đạt được độ cứng mong muốn, trong khi quá cao có thể gây giòn bề mặt.
- Các nguyên tố hợp kim: Mangan (Mn), Crom (Cr), Molypden (Mo) và Niken (Ni) là các nguyên tố hợp kim thường được thêm vào để cải thiện khả năng tôi cứng (hardenability) của thép, giảm thiểu biến dạng và tăng độ bền. Crôm và Molypden đặc biệt hiệu quả trong việc tăng độ cứng và khả năng chống mài mòn.
- Cấu trúc vi mô ban đầu: Kích thước hạt, trạng thái nhiệt luyện trước đó của thép cũng ảnh hưởng đến kết quả tôi cao tần. Thép có cấu trúc hạt mịn và đồng đều thường cho kết quả tốt hơn.
Khả năng tôi cứng (Hardenability) và ứng dụng cuối cùng
- Khả năng tôi cứng: Là khả năng của thép đạt được độ cứng ở một độ sâu nhất định khi tôi. Đây là một tiêu chí quan trọng để chọn các loại thép phù hợp để tôi cao tần, đặc biệt là đối với các chi tiết có kích thước lớn hoặc yêu cầu độ sâu lớp tôi nhất định. Các thử nghiệm như Jominy có thể được sử dụng để đánh giá khả năng tôi cứng.
- Yêu cầu hiệu suất: Mục đích sử dụng của chi tiết (chịu mài mòn, chịu tải trọng va đập, chịu mỏi) sẽ quyết định các tính chất cần ưu tiên và từ đó lựa chọn loại thép phù hợp.
Danh sách các loại thép phù hợp để tôi cao tần cho hiệu suất tối ưu
Dựa trên các yếu tố trên, dưới đây là danh sách các loại thép phổ biến và hiệu quả cho quá trình tôi cao tần:
- Thép Carbon Trung bình (Medium Carbon Steels):
- Thép C45 (AISI 1045): Đây là một trong những loại thép phổ biến nhất cho tôi cao tần do có sự cân bằng tốt giữa chi phí, độ bền kéo và khả năng tôi cứng bề mặt. Thích hợp cho trục, bánh răng, cam, và các chi tiết máy thông thường.
- Thép C50, C55 (AISI 1050, 1055): Với hàm lượng carbon cao hơn C45, chúng mang lại độ cứng bề mặt cao hơn sau tôi cao tần, phù hợp cho các ứng dụng đòi hỏi khả năng chống mài mòn tốt hơn.
- Thép Hợp kim Thấp (Low Alloy Steels):
- Thép 40Cr (AISI 5140): Là thép hợp kim Crom, cải thiện khả năng tôi cứng và độ bền. Được sử dụng rộng rãi cho trục truyền động, bánh răng chịu tải, các chi tiết khuôn mẫu.
- Thép 42CrMo4 (AISI 4140): Thép Crom-Molypden có độ bền và độ dẻo dai tuyệt vời. Rất phù hợp cho các ứng dụng yêu cầu độ bền cao, chống mỏi tốt và khả năng tôi cứng sâu, như trục khuỷu, thanh truyền, và các chi tiết máy công nghiệp nặng.
- Thép 34CrNiMo6 (AISI 4340): Thép Crom-Niken-Molypden, nổi tiếng với độ bền và độ dai cực cao, thường được sử dụng cho các chi tiết máy bay, trục lớn hoặc các bộ phận chịu tải trọng cực kỳ khắc nghiệt. Tôi cao tần giúp tối ưu hóa bề mặt mà không làm giảm đi tính chất lõi quý giá của nó.
Để đạt được kết quả tôi cao tần tốt nhất, việc lựa chọn các loại thép phù hợp để tôi cao tần cần được tiến hành cẩn trọng, kết hợp với kinh nghiệm thực tiễn và hiểu biết sâu sắc về quá trình nhiệt luyện. Chúng tôi luôn sẵn lòng tư vấn chi tiết về vật liệu và quy trình tôi cao tần để đảm bảo chi tiết của quý khách đạt hiệu suất tối ưu. Vui lòng liên hệ Mr.Long 0949 90 77 68 để được hỗ trợ chuyên sâu.
Tôi cao tần, hay tôi cảm ứng, là phương pháp xử lý nhiệt bề mặt tiên tiến, ứng dụng rộng rãi trong ngành gia công cơ khí hiện đại. Quá trình này nâng cao độ cứng, khả năng chịu mài mòn và độ bền mỏi của lớp bề mặt chi tiết, đồng thời duy trì độ dẻo dai và khả năng chịu va đập của phần lõi. Điều này cực kỳ quan trọng cho các chi tiết máy chịu tải trọng cao, ma sát lớn và đòi hỏi tuổi thọ dài trong vận hành.
Cơ chế hoạt động của tôi cao tần
Cơ chế hoạt động của tôi cao tần dựa trên nguyên lý cảm ứng điện từ. Khi chi tiết kim loại được đặt trong từ trường xoay chiều có tần số cao do cuộn cảm (inductor) tạo ra, các dòng điện xoáy (dòng Foucault) sẽ được sinh ra trên bề mặt chi tiết. Do hiệu ứng bề mặt (skin effect), các dòng điện này tập trung ở lớp ngoài cùng của vật liệu, tạo ra nhiệt lượng Joule lớn, làm nóng nhanh chóng lớp bề mặt lên đến nhiệt độ austenit hóa (thường là từ 850°C đến 950°C) chỉ trong vài giây.
Ngay sau khi đạt nhiệt độ mong muốn, chi tiết được làm nguội nhanh bằng cách phun nước, dung dịch polymer hoặc dầu. Quá trình làm nguội cực nhanh này sẽ biến đổi austenit thành martensite cứng vững ở lớp bề mặt, trong khi phần lõi không bị nung nóng hoặc chỉ nung nóng nhẹ, giữ nguyên cấu trúc dẻo dai ban đầu. Độ sâu của lớp tôi cứng có thể được điều chỉnh linh hoạt thông qua việc kiểm soát các yếu tố như tần số dòng điện, công suất, thời gian nung và hình dạng của cuộn cảm.
Đặc tính yêu cầu đối với vật liệu và quá trình tôi cao tần
Để tôi cao tần đạt hiệu quả tối ưu, cả vật liệu và quy trình đều cần đáp ứng những đặc tính nhất định. Về phía vật liệu, các loại thép phù hợp để tôi cao tần cần có khả năng tôi cứng tốt, nghĩa là có thể hình thành martensite ở lớp bề mặt khi làm nguội nhanh. Vật liệu cũng cần có khả năng hấp thụ năng lượng điện từ hiệu quả và ít bị biến dạng sau quá trình nhiệt luyện. Cấu trúc vi mô ban đầu của thép (ví dụ: peclit-ferit mịn) cũng ảnh hưởng đến tốc độ và hiệu quả nung nóng.
Đối với quá trình, hệ thống tôi cao tần phải đảm bảo kiểm soát nhiệt độ chính xác, tốc độ nung nóng và làm nguội cực nhanh, cùng với khả năng gia nhiệt cục bộ. Việc kiểm soát chặt chẽ các thông số là yếu tố then chốt để đạt được chiều sâu tôi cứng, độ cứng bề mặt và cấu trúc vi mô mong muốn, từ đó đảm bảo chất lượng và độ bền cho các chi tiết gia công cơ khí.
Các loại thép phù hợp để tôi cao tần trong ngành gia công cơ khí
Việc lựa chọn các loại thép phù hợp để tôi cao tần là yếu tố then chốt quyết định đến hiệu suất và tuổi thọ của chi tiết máy. Trong ngành gia công cơ khí, thép carbon trung bình và thép hợp kim thấp thường là những lựa chọn ưu tiên nhờ khả năng tôi cứng tốt và cân bằng giữa tính chất cơ học và chi phí.
Thép Carbon Trung Bình
Đây là nhóm thép được sử dụng rộng rãi nhất cho tôi cao tần do có hàm lượng carbon trong khoảng 0.3% đến 0.6%. Các mác thép phổ biến bao gồm thép C45, C50, C55 và C60. Các loại thép này có khả năng tôi cứng bề mặt tốt, đạt độ cứng cao (thường từ 50-60 HRC) trong khi vẫn giữ được độ dẻo dai ở lõi. Chúng thường được dùng để chế tạo các chi tiết như trục, bánh răng, chốt, con lăn, thanh dẫn hướng và các bộ phận máy móc chịu mài mòn.
Thép Hợp Kim Thấp
Đối với các ứng dụng đòi hỏi độ bền cao hơn, khả năng tôi cứng sâu hơn hoặc chi tiết có kích thước lớn, các loại thép hợp kim thấp được ưu tiên sử dụng. Các nguyên tố hợp kim như Crom (Cr), Mangan (Mn), Molypden (Mo), Niken (Ni) được thêm vào để cải thiện đáng kể khả năng tôi cứng, độ bền kéo và độ dẻo dai của vật liệu. Một số mác thép hợp kim thấp tiêu biểu phù hợp với tôi cao tần bao gồm:
- Thép 40Cr (5140): Thép hợp kim Crom, tôi cứng tốt, độ bền cao, dùng cho trục khuỷu, bánh răng lớn.
- Thép 42CrMo (4140): Bổ sung Molypden, tôi cứng sâu hơn, độ bền mỏi vượt trội, thích hợp cho chi tiết chịu tải trọng động, va đập cao.
- Thép SCM440 (tương đương 4140): Thép Crom-Molypden, độ bền và độ dai cao, dùng trong sản xuất chi tiết máy chịu tải nặng.
- Thép 34CrNiMo6 (tương đương AISI 4340): Thép hợp kim cao cấp, độ bền kéo, dẻo dai và khả năng tôi cứng rất cao, phù hợp cho chi tiết chịu tải cực lớn, yêu cầu độ bền mỏi vượt trội.
Việc lựa chọn đúng các loại thép phù hợp để tôi cao tần không chỉ tối ưu hóa hiệu suất kỹ thuật mà còn giảm thiểu chi phí và kéo dài tuổi thọ sản phẩm. Để được tư vấn chi tiết về gia công cơ khí chính xác và xử lý nhiệt chuyên sâu, quý khách hàng vui lòng liên hệ Mr.Long qua số điện thoại 0949 90 77 68. Chúng tôi cam kết hỗ trợ bạn lựa chọn vật liệu và quy trình tôi cao tần tối ưu, đảm bảo chất lượng sản phẩm vượt trội.
