1. Phân tích các yếu tố kỹ thuật quyết định chiều sâu lớp tôi cao tần bao nhiêu là phù hợp cho chi tiết chính xác.
Trong ngành cơ khí chính xác và sản xuất khuôn mẫu, quá trình tôi cao tần đóng vai trò cực kỳ quan trọng trong việc cải thiện độ cứng bề mặt, khả năng chống mài mòn và độ bền mỏi của các chi tiết. Tuy nhiên, để đạt được hiệu quả tối ưu, việc xác định chiều sâu lớp tôi cao tần bao nhiêu là phù hợp cho chi tiết chính xác không chỉ là một yêu cầu kỹ thuật mà còn là một nghệ thuật đòi hỏi sự phân tích chuyên sâu về nhiều yếu tố. Chiều sâu lớp tôi không đúng có thể dẫn đến giảm tuổi thọ chi tiết, biến dạng không mong muốn hoặc thất bại chức năng.
1.1. Ảnh hưởng của vật liệu chế tạo và thành phần hóa học
Vật liệu nền là yếu tố cơ bản nhất quyết định khả năng thấm tôi và độ sâu lớp tôi có thể đạt được. Các loại thép carbon trung bình và thép hợp kim là những lựa chọn phổ biến nhất cho tôi cao tần. Hàm lượng carbon trong thép đóng vai trò then chốt: carbon càng cao (trong một giới hạn nhất định), khả năng tạo thành mactenxit cứng càng lớn và độ cứng bề mặt sau tôi càng cao. Các nguyên tố hợp kim như Crom (Cr), Mangan (Mn), Molypden (Mo), Niken (Ni) cũng ảnh hưởng đáng kể đến khả năng tôi cứng và kiểm soát chiều sâu lớp tôi.
Cụ thể, Crom và Mangan giúp tăng cường độ cứng và khả năng thấm tôi, trong khi Molypden có thể cải thiện độ bền ở nhiệt độ cao. Việc lựa chọn mác thép phù hợp, ví dụ như thép C45, 40Cr, 42CrMo, là bước đầu tiên để đảm bảo ảnh hưởng của thành phần hóa học thép đến quá trình tôi cao tần được kiểm soát chặt chẽ. Cấu trúc vi mô ban đầu của vật liệu (ví dụ: thép thường hóa hay ram) cũng có thể tác động đến phản ứng của vật liệu với quá trình tôi nhiệt, đòi hỏi điều chỉnh các thông số để đạt được chiều sâu lớp tôi cao tần bao nhiêu là phù hợp cho chi tiết chính xác.
1.2. Thông số kỹ thuật của quá trình tôi cao tần
Các thông số vận hành của thiết bị tôi cao tần có ảnh hưởng trực tiếp và mạnh mẽ đến chiều sâu lớp tôi. Việc kiểm soát chính xác các thông số này là then chốt:
1.2.1. Tần số dòng điện cảm ứng
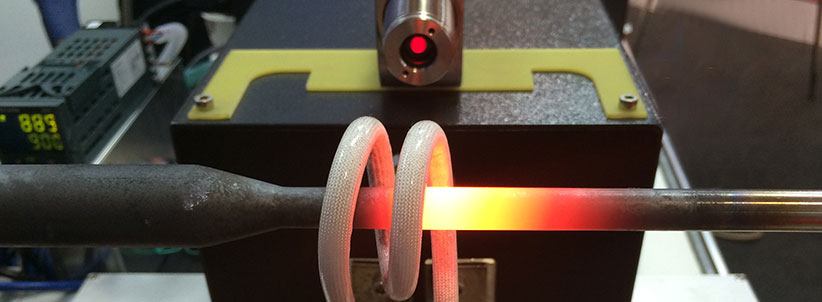
Tần số của dòng điện xoay chiều chạy qua cuộn cảm ứng là yếu tố quyết định chiều sâu thẩm thấu của dòng điện vào bề mặt chi tiết (hiệu ứng bề mặt – skin effect). Tần số cao (ví dụ: trên 100 kHz) tạo ra lớp tôi nông, tập trung nhiệt ở bề mặt, phù hợp cho các chi tiết cần độ cứng bề mặt cao với lớp tôi mỏng. Ngược lại, tần số thấp (ví dụ: dưới 10 kHz) cho phép dòng điện thẩm thấu sâu hơn, tạo ra lớp tôi dày hơn, thích hợp cho các chi tiết chịu tải trọng lớn và cần độ bền mỏi cao.
1.2.2. Công suất và thời gian gia nhiệt
Công suất của máy phát cao tần quyết định tốc độ và lượng nhiệt cung cấp cho chi tiết. Công suất cao giúp gia nhiệt nhanh chóng nhưng cần kiểm soát chặt chẽ để tránh quá nhiệt cục bộ hoặc biến dạng. Thời gian gia nhiệt ảnh hưởng trực tiếp đến độ sâu lớp được nung nóng đến nhiệt độ tôi. Thời gian gia nhiệt càng dài, nhiệt độ càng có cơ hội truyền vào sâu bên trong vật liệu, dẫn đến chiều sâu lớp tôi lớn hơn. Sự cân bằng giữa công suất và thời gian gia nhiệt là rất quan trọng để đạt được chiều sâu lớp tôi cao tần bao nhiêu là phù hợp cho chi tiết chính xác mà không làm hỏng vật liệu.
1.2.3. Tốc độ di chuyển và phương pháp làm nguội
Đối với các chi tiết dài như trục, tốc độ di chuyển của đầu tôi qua chi tiết phải được kiểm soát để đảm bảo chiều sâu lớp tôi đồng đều. Phương pháp và tốc độ làm nguội cũng là yếu tố sống còn. Làm nguội nhanh bằng nước, polyme hoặc dầu giúp hình thành cấu trúc mactenxit cứng. Tốc độ làm nguội quá chậm sẽ không đạt được độ cứng mong muốn, trong khi quá nhanh có thể gây nứt hoặc biến dạng. Lựa chọn dung dịch làm nguội và phương pháp phun (đều, áp lực đủ) ảnh hưởng trực tiếp đến chất lượng và chiều sâu của lớp tôi cứng.
1.3. Hình dạng và kích thước chi tiết
Hình học của chi tiết đóng vai trò không thể bỏ qua. Các góc cạnh sắc, lỗ, rãnh hoặc thay đổi tiết diện đột ngột trên chi tiết có thể gây ra hiện tượng tập trung dòng điện cảm ứng và tập trung nhiệt, dẫn đến lớp tôi cục bộ quá sâu hoặc quá nông. Chi tiết càng phức tạp, việc thiết kế cuộn cảm ứng và điều chỉnh các thông số quá trình càng phải tỉ mỉ để đảm bảo chiều sâu lớp tôi đồng đều và chính xác. Ví dụ, việc tôi các chi tiết như trục, bánh răng, then hoa, cam đòi hỏi các cuộn cảm ứng được thiết kế riêng biệt để phù hợp với hình dạng đặc thù của từng bề mặt.
Kích thước tổng thể của chi tiết cũng ảnh hưởng đến yêu cầu công suất và thời gian gia nhiệt để đạt được chiều sâu mong muốn. Chi tiết lớn cần nhiều năng lượng và thời gian hơn để nung nóng một lớp đủ sâu, trong khi chi tiết nhỏ đòi hỏi kiểm soát chặt chẽ hơn để tránh quá nhiệt và biến dạng.
1.4. Yêu cầu ứng dụng và hiệu suất mong muốn
Cuối cùng, nhưng không kém phần quan trọng, là các yêu cầu về hiệu suất và chức năng của chi tiết trong ứng dụng thực tế. Chiều sâu lớp tôi cao tần bao nhiêu là phù hợp cho chi tiết chính xác phải được xác định dựa trên mục đích sử dụng:
- Chống mài mòn: Cần một lớp tôi đủ cứng và sâu để chịu được ma sát liên tục.
- Chịu tải trọng uốn, xoắn, va đập: Lớp tôi cần có độ sâu nhất định để phân bố ứng suất hiệu quả, kết hợp với lõi dẻo dai.
- Độ bền mỏi: Chiều sâu và độ cứng của lớp tôi ảnh hưởng trực tiếp đến khả năng chống chịu các chu kỳ ứng suất lặp đi lặp lại.
- Độ chính xác hình học: Đặc biệt quan trọng với các chi tiết gia công siêu chính xác trong mold. Lớp tôi cần đủ sâu để đạt độ cứng mong muốn nhưng không quá sâu làm tăng nguy cơ biến dạng hoặc nứt, đòi hỏi quá trình tôi phải được kiểm soát để giảm thiểu biến đổi kích thước.
Việc cân bằng giữa các yêu cầu này đòi hỏi sự hiểu biết sâu sắc về cơ tính vật liệu và kinh nghiệm thực tiễn. Một chiều sâu lớp tôi phù hợp sẽ tối ưu hóa hiệu suất của chi tiết, giảm thiểu rủi ro hỏng hóc và kéo dài tuổi thọ sản phẩm. Để được tư vấn chuyên sâu về các giải pháp tôi cao tần tối ưu cho chi tiết chính xác của bạn, vui lòng liên hệ Mr.Long qua số điện thoại 0949 90 77 68 để nhận được hỗ trợ kỹ thuật và giải pháp phù hợp nhất.
2. Đánh giá tầm quan trọng của việc xác định chiều sâu lớp tôi cao tần bao nhiêu là phù hợp cho chi tiết chính xác trong cải thiện hiệu suất vật liệu.
Trong ngành chế tạo máy và sản xuất các chi tiết cơ khí đòi hỏi độ chính xác cao, quá trình tôi cao tần đóng vai trò cực kỳ then chốt. Tuy nhiên, việc thực hiện tôi cao tần không chỉ đơn thuần là làm cứng bề mặt vật liệu, mà còn phải đạt được một chiều sâu lớp tôi tối ưu. Xác định chiều sâu lớp tôi cao tần bao nhiêu là phù hợp cho chi tiết chính xác là một quyết định kỹ thuật mang tính chiến lược, ảnh hưởng trực tiếp đến hiệu suất, độ bền và tuổi thọ của sản phẩm. Việc bỏ qua hoặc đánh giá thấp tầm quan trọng này có thể dẫn đến những hậu quả nghiêm trọng về chất lượng, chi phí và uy tín sản xuất.
Tối ưu hóa độ cứng bề mặt và khả năng chống mài mòn
Một trong những mục tiêu chính của tôi cao tần là tạo ra một lớp bề mặt cứng vững, có khả năng chống mài mòn vượt trội, đồng thời giữ được độ dẻo dai cần thiết cho phần lõi vật liệu. Tôi cao tần cho phép đạt được điều này một cách hiệu quả. Tuy nhiên, để lớp bề mặt này phát huy tối đa công dụng, chiều sâu của nó phải được kiểm soát chặt chẽ. Nếu chiều sâu lớp tôi quá mỏng, lớp cứng sẽ dễ dàng bị phá hủy dưới tác động của tải trọng hoặc mài mòn nặng, làm giảm đáng kể tuổi thọ của chi tiết. Ngược lại, nếu chiều sâu lớp tôi quá dày, nó có thể làm tăng độ giòn tổng thể của chi tiết, đồng thời gây ra biến dạng không mong muốn hoặc nứt gãy.
Ảnh hưởng của chiều sâu lớp tôi đến phân bố ứng suất và độ bền bề mặt
Chiều sâu lớp tôi tác động trực tiếp đến phân bố ứng suất nén dư trên bề mặt và trong lòng chi tiết. Một chiều sâu lớp tôi tối ưu sẽ tạo ra một lớp ứng suất nén dư hiệu quả, giúp tăng cường khả năng chịu tải cục bộ và phân tán ứng suất đều hơn. Điều này đặc biệt quan trọng đối với các chi tiết thép C45 hoặc các loại thép hợp kim khác, vốn thường xuyên phải đối mặt với tải trọng lặp, va đập hoặc môi trường làm việc khắc nghiệt. Việc xác định chiều sâu lớp tôi cao tần bao nhiêu là phù hợp cho chi tiết chính xác sẽ đảm bảo rằng lớp bề mặt được tôi cứng không chỉ chống mài mòn tốt mà còn có khả năng chịu đựng các tác động cơ học mà không bị nứt hoặc vỡ.
Nâng cao độ bền mỏi và tuổi thọ chi tiết
Độ bền mỏi là một yếu tố sống còn đối với nhiều chi tiết máy, đặc biệt là các chi tiết chịu tải trọng động hoặc tải trọng lặp theo chu kỳ, ví dụ như trục, bánh răng, cam, hoặc các bộ phận trong khuôn mẫu. Tôi cao tần tạo ra một lớp ứng suất nén dư mạnh mẽ trên bề mặt chi tiết. Lớp ứng suất nén này có khả năng chống lại sự hình thành và lan truyền của các vết nứt mỏi, vốn thường bắt đầu từ bề mặt hoặc gần bề mặt chi tiết. Do đó, việc xác định chiều sâu lớp tôi cao tần bao nhiêu là phù hợp cho chi tiết chính xác là cực kỳ quan trọng để tối đa hóa hiệu quả của ứng suất nén dư, kéo dài đáng kể tuổi thọ mỏi của vật liệu. Chiều sâu lớp tôi không đúng có thể làm giảm khả năng bảo vệ này, khiến chi tiết nhanh chóng bị hỏng do mỏi dù bề mặt vẫn còn cứng.
Đảm bảo ổn định kích thước và kiểm soát biến dạng
Mỗi quá trình nhiệt luyện đều tiềm ẩn nguy cơ gây ra biến dạng cho chi tiết, và tôi cao tần cũng không ngoại lệ. Tuy nhiên, đối với các chi tiết chính xác, yêu cầu về dung sai kích thước rất khắt khe. Việc xác định chính xác chiều sâu lớp tôi cao tần là yếu tố tiên quyết để kiểm soát và giảm thiểu biến dạng sau tôi. Một chiều sâu lớp tôi được tính toán kỹ lưỡng, kết hợp với các thông số tôi phù hợp, sẽ giúp duy trì sự ổn định về kích thước và hình dạng của chi tiết, hạn chế tối đa nhu cầu gia công tinh bổ sung sau tôi. Điều này không chỉ giúp tiết kiệm thời gian và chi phí gia công mà còn đảm bảo chi tiết đạt được độ chính xác mong muốn, phù hợp với các tiêu chuẩn kỹ thuật nghiêm ngặt trong ngành.
Tối ưu hóa chi phí sản xuất và hiệu quả vận hành
Việc xác định chiều sâu lớp tôi cao tần bao nhiêu là phù hợp cho chi tiết chính xác không chỉ cải thiện hiệu suất vật liệu mà còn tác động trực tiếp đến hiệu quả kinh tế. Chiều sâu lớp tôi không tối ưu có thể dẫn đến:
- Tăng tỷ lệ phế phẩm: Chi tiết bị biến dạng quá mức, nứt, hoặc không đạt được độ cứng yêu cầu sẽ phải loại bỏ, gây lãng phí vật liệu và chi phí sản xuất.
- Gia tăng chi phí gia công sau tôi: Nếu chi tiết bị biến dạng, cần phải thực hiện các bước gia công tinh phức tạp hơn để đưa nó về đúng kích thước và hình dạng ban đầu, tiêu tốn thêm thời gian và nhân lực.
- Giảm tuổi thọ sản phẩm: Chi tiết có hiệu suất vật liệu kém sẽ nhanh chóng bị hỏng hóc trong quá trình vận hành, dẫn đến chi phí bảo trì, thay thế và gián đoạn sản xuất.
Ngược lại, khi chiều sâu lớp tôi được xác định và kiểm soát chính xác, các doanh nghiệp có thể tối ưu hóa quy trình sản xuất, giảm thiểu rủi ro lỗi hỏng, và kéo dài tuổi thọ sản phẩm, từ đó nâng cao lợi thế cạnh tranh trên thị trường. Việc đầu tư vào công nghệ và chuyên môn để xác định chính xác các thông số kỹ thuật này sẽ mang lại lợi ích lâu dài và bền vững cho hoạt động sản xuất.
Tóm lại, việc đánh giá và xác định chiều sâu lớp tôi cao tần bao nhiêu là phù hợp cho chi tiết chính xác không chỉ là một yêu cầu kỹ thuật mà còn là yếu tố sống còn quyết định chất lượng, độ bền, và hiệu quả kinh tế của sản phẩm. Sự chính xác trong khâu này giúp nâng cao độ cứng bề mặt, cải thiện khả năng chống mài mòn, tăng độ bền mỏi, kiểm soát biến dạng và tối ưu hóa chi phí. Các doanh nghiệp cần chú trọng đầu tư vào quy trình và chuyên môn để đạt được hiệu suất vật liệu tối ưu nhất.
Nếu quý khách hàng có nhu cầu tư vấn chuyên sâu về các giải pháp tôi cao tần và gia công chi tiết chính xác, xin vui lòng liên hệ Mr.Long qua số điện thoại 0949 90 77 68 để được hỗ trợ.
Để đảm bảo hiệu suất tối ưu và độ bền cho các chi tiết cơ khí, việc xác định và duy trì chiều sâu lớp tôi cao tần một cách chính xác là vô cùng quan trọng. Một lớp tôi quá nông có thể không mang lại khả năng chống mài mòn và độ bền mỏi cần thiết, trong khi một lớp tôi quá sâu có thể làm giảm độ dẻo dai của lõi và tăng nguy cơ biến dạng, nứt gãy. Do đó, việc áp dụng các phương pháp đo lường và kiểm soát chặt chẽ trong quá trình tôi cao tần là nền tảng để đạt được chiều sâu lớp tôi cao tần bao nhiêu là phù hợp cho chi tiết chính xác theo yêu cầu thiết kế.
3.1. Các phương pháp đo lường chiều sâu lớp tôi cao tần
Đo lường chính xác chiều sâu lớp tôi là bước không thể thiếu để đánh giá chất lượng sản phẩm và điều chỉnh quy trình sản xuất. Có hai nhóm phương pháp chính được sử dụng:
3.1.1. Phương pháp phá hủy (Destructive Testing)
Các phương pháp này đòi hỏi phải cắt hoặc phá hủy mẫu vật liệu để phân tích, nhưng cung cấp kết quả cực kỳ chính xác và đáng tin cậy về chiều sâu lớp tôi cao tần bao nhiêu là phù hợp cho chi tiết chính xác.
- Phân tích cắt ngang và quan sát hiển vi: Đây là phương pháp phổ biến nhất, bao gồm việc cắt ngang chi tiết, mài và đánh bóng bề mặt cắt, sau đó ăn mòn bằng dung dịch hóa học phù hợp (ví dụ: Nital). Lớp tôi sẽ hiển thị rõ ràng dưới kính hiển vi quang học do sự khác biệt về cấu trúc vi mô và độ phản xạ ánh sáng so với phần lõi không được tôi. Kỹ thuật viên sẽ đo trực tiếp chiều dày lớp tôi bằng cách sử dụng phần mềm phân tích hình ảnh hoặc thước đo tích hợp trên kính hiển vi. Phương pháp này cho phép quan sát chi tiết cấu trúc vi mô, phát hiện các khuyết tật như vết nứt, biến dạng, và đánh giá độ đồng đều của lớp tôi.
- Đo độ cứng vi mô (Microhardness Testing): Sau khi chuẩn bị mẫu cắt ngang tương tự như trên, các phép đo độ cứng vi mô (thường là Vickers, HV) được thực hiện tại các điểm cách đều từ bề mặt vào sâu bên trong vật liệu. Lớp tôi cứng hơn lõi, nên sự thay đổi đột ngột về độ cứng khi đi sâu vào cho phép xác định ranh giới của lớp tôi. Chiều sâu lớp tôi thường được định nghĩa là điểm mà độ cứng giảm xuống còn 50% độ cứng bề mặt hoặc đạt đến một giá trị độ cứng nhất định của lõi. Phương pháp này cung cấp dữ liệu định lượng về độ cứng tại từng độ sâu, giúp đánh giá hiệu quả quá trình tôi.
3.1.2. Phương pháp không phá hủy (Non-Destructive Testing – NDT)
Mặc dù các phương pháp NDT không trực tiếp đo chiều sâu lớp tôi cao tần mà thường được sử dụng để kiểm tra tính đồng nhất, phát hiện lỗi bề mặt hoặc vết nứt, chúng có thể gián tiếp đánh giá chất lượng lớp tôi khi đã được hiệu chuẩn với các phương pháp phá hủy.
- Kiểm tra dòng điện xoáy (Eddy Current Testing): Phương pháp này sử dụng sự thay đổi về tính chất điện từ của vật liệu để phát hiện các biến đổi về cấu trúc, độ cứng hoặc chiều dày lớp tôi. Tuy nhiên, nó thường hiệu quả hơn trong việc kiểm tra sự đồng đều của lớp tôi trên diện rộng hoặc phát hiện các chi tiết bị lỗi so với việc xác định chính xác chiều sâu lớp tôi cao tần bao nhiêu là phù hợp cho chi tiết chính xác theo từng điểm.
- Kiểm tra siêu âm (Ultrasonic Testing): Sóng siêu âm có thể được sử dụng để phát hiện các khuyết tật bên trong vật liệu. Trong một số trường hợp, sự thay đổi về tốc độ truyền sóng có thể liên quan đến sự thay đổi cấu trúc do tôi, nhưng việc áp dụng trực tiếp để đo chiều sâu lớp tôi là phức tạp và thường yêu cầu các kỹ thuật phân tích tín hiệu chuyên biệt.
3.2. Các phương pháp kiểm soát quá trình tôi cao tần
Kiểm soát chặt chẽ các thông số quá trình là chìa khóa để đạt được chiều sâu lớp tôi cao tần bao nhiêu là phù hợp cho chi tiết chính xác theo yêu cầu. Các yếu tố chính cần được kiểm soát bao gồm:
- Thiết kế cuộn cảm (Inductor Design): Hình dạng, kích thước, số vòng dây, và khe hở của cuộn cảm ảnh hưởng trực tiếp đến cường độ và phân bố của trường điện từ, từ đó quyết định vùng vật liệu được gia nhiệt và chiều sâu lớp tôi. Cuộn cảm phải được thiết kế tối ưu cho từng hình dạng chi tiết cụ thể.
- Tần số và công suất gia nhiệt (Frequency & Power):
- Tần số: Tần số càng cao, hiệu ứng bề mặt càng mạnh, dẫn đến chiều sâu thâm nhập của dòng điện và nhiệt càng nông. Ngược lại, tần số thấp hơn sẽ tạo ra lớp tôi sâu hơn. Việc lựa chọn tần số phù hợp (ví dụ: cao tần cho lớp tôi nông, trung tần cho lớp tôi trung bình) là rất quan trọng.
- Công suất: Công suất điện quyết định tốc độ gia nhiệt và nhiệt độ tối đa đạt được trên bề mặt. Công suất cao giúp gia nhiệt nhanh, đạt nhiệt độ tôi trong thời gian ngắn, giảm thiểu sự truyền nhiệt vào lõi và duy trì chiều sâu lớp tôi cao tần bao nhiêu là phù hợp cho chi tiết chính xác.
- Thời gian gia nhiệt (Heating Time): Đây là yếu tố quyết định sự truyền nhiệt từ bề mặt vào sâu bên trong vật liệu. Thời gian gia nhiệt càng lâu, nhiệt càng có thời gian khuếch tán vào lõi, dẫn đến lớp tôi sâu hơn. Kiểm soát thời gian gia nhiệt bằng các bộ đếm thời gian hoặc cảm biến nhiệt độ là cần thiết.
- Chất làm nguội (Quenching Medium) và phương pháp làm nguội: Loại môi trường làm nguội (nước, dầu, polymer), nhiệt độ, áp suất và lưu lượng của chất làm nguội ảnh hưởng đến tốc độ làm nguội. Tốc độ làm nguội đủ nhanh là cần thiết để tạo thành martensit và đạt độ cứng mong muốn. Phương pháp làm nguội (nguội phun, ngâm, quét) cũng cần được tối ưu cho từng chi tiết.
- Tốc độ di chuyển và vị trí (Scanning Speed & Positioning): Đối với các chi tiết lớn hoặc chi tiết được tôi bằng phương pháp quét, tốc độ di chuyển tương đối giữa cuộn cảm và chi tiết, cũng như vị trí chính xác của cuộn cảm, ảnh hưởng trực tiếp đến sự phân bố nhiệt và do đó là chiều sâu lớp tôi.
- Đặc tính vật liệu (Material Properties): Thành phần hóa học của thép (hàm lượng carbon, các nguyên tố hợp kim) và cấu trúc vi mô ban đầu ảnh hưởng lớn đến khả năng tôi cứng và chiều sâu lớp tôi đạt được.
3.3. Quy trình đảm bảo chất lượng và kiểm soát thống kê quá trình (SPC)
Để duy trì sự nhất quán và chất lượng cao, các nhà sản xuất cần thiết lập một quy trình kiểm soát chất lượng toàn diện:
- Kiểm tra trước quá trình: Xác minh vật liệu đầu vào, hiệu chuẩn thiết bị, kiểm tra cuộn cảm và hệ thống làm nguội.
- Giám sát trong quá trình: Sử dụng các cảm biến nhiệt độ (ví dụ: nhiệt kế hồng ngoại), cảm biến dòng điện/điện áp để theo dõi các thông số quan trọng trong thời gian thực.
- Kiểm tra sau quá trình: Thực hiện lấy mẫu và đo lường chiều sâu lớp tôi bằng các phương pháp phá hủy hoặc NDT đã nêu để xác nhận sản phẩm đạt yêu cầu.
- Phân tích dữ liệu và điều chỉnh: Áp dụng SPC để theo dõi xu hướng, phát hiện các biến động của quá trình và thực hiện các điều chỉnh cần thiết để đảm bảo chiều sâu lớp tôi cao tần bao nhiêu là phù hợp cho chi tiết chính xác luôn được duy trì trong giới hạn cho phép.
Việc kết hợp hiệu quả giữa các phương pháp đo lường chính xác và kiểm soát chặt chẽ các thông số quá trình là yếu tố then chốt để đảm bảo chất lượng và độ tin cậy của các chi tiết được tôi cao tần. Đối với các yêu cầu kỹ thuật đặc biệt, việc tham khảo ý kiến chuyên gia như Mr.Long qua số 0949 90 77 68 là rất cần thiết để đạt được kết quả tối ưu.
Xác định chiều sâu lớp tôi cao tần bao nhiêu là phù hợp cho chi tiết chính xác là một yếu tố then chốt quyết định hiệu suất, độ bền và tuổi thọ của các bộ phận cơ khí. Trong ngành công nghiệp chế tạo, việc tuân thủ các khuyến nghị và tiêu chuẩn là điều bắt buộc để đảm bảo chất lượng sản phẩm và tối ưu hóa chi phí sản xuất. Phần này sẽ tổng hợp các hướng dẫn từ các tổ chức tiêu chuẩn hàng đầu và kinh nghiệm thực tiễn cho từng ứng dụng cụ thể, giúp các kỹ sư và nhà sản xuất đưa ra quyết định chính xác nhất.
Nguyên tắc chung và Tiêu chuẩn ngành về Chiều sâu lớp tôi cao tần
Các tiêu chuẩn quốc tế như ISO và ASTM cung cấp những khuôn khổ chung cho quá trình tôi cao tần, bao gồm cả yêu cầu về chiều sâu lớp tôi. Tuy nhiên, các tiêu chuẩn này thường mang tính khái quát, cần được điều chỉnh dựa trên vật liệu, hình dạng chi tiết, tải trọng hoạt động và môi trường làm việc cụ thể. Các nguyên tắc chung bao gồm:
- Độ cứng bề mặt cần đạt được để chống mài mòn, mỏi và va đập.
- Độ bền của lõi để chịu tải trọng uốn, xoắn và chống nứt.
- Sự chuyển tiếp từ lớp tôi cứng sang lõi mềm phải dần dần, tránh tạo ứng suất tập trung gây nứt.
Một nguyên tắc quan trọng là chiều sâu lớp tôi cần đủ để chịu tải trọng tiếp xúc mà không làm biến dạng dẻo hoặc phá hủy lớp tôi bề mặt. Đồng thời, nó cũng không nên quá sâu, làm giảm độ dẻo dai của lõi và tăng nguy cơ nứt gãy trong quá trình gia công hoặc vận hành. Việc cân bằng giữa độ cứng bề mặt và độ dẻo dai của lõi là yếu tố then chốt để xác định chiều sâu lớp tôi cao tần bao nhiêu là phù hợp cho chi tiết chính xác.
Khuyến nghị Chiều sâu lớp tôi cao tần cho từng ứng dụng cụ thể
Dựa trên kinh nghiệm và các nghiên cứu chuyên sâu, các khuyến nghị về chiều sâu lớp tôi cao tần được phân loại theo chức năng và môi trường làm việc của chi tiết:
Chi tiết bánh răng, trục truyền động và then hoa
Đối với các chi tiết chịu tải trọng tiếp xúc cao, mài mòn và mỏi uốn, như trục bánh răng, then hoa, cam, chiều sâu lớp tôi cần đủ lớn để đảm bảo độ bền mỏi và chống mài mòn. Thông thường, chiều sâu hiệu dụng (effective case depth – ECD, đo đến độ cứng 550 HV hoặc 50 HRC) dao động từ 0.8 mm đến 3.0 mm, tùy thuộc vào module của bánh răng, đường kính trục và tải trọng truyền động. Các bánh răng lớn hơn hoặc chịu tải nặng hơn yêu cầu chiều sâu lớp tôi lớn hơn.
Chi tiết khuôn mẫu và dụng cụ
Trong ngành khuôn mẫu, các chi tiết như chốt dẫn hướng, bạc dẫn hướng, lõi khuôn hoặc lòng khuôn thường yêu cầu độ cứng bề mặt cao để chống mài mòn và duy trì độ chính xác kích thước. Ứng dụng tôi cao tần trong ngành khuôn mẫu giúp cải thiện đáng kể tuổi thọ của khuôn. Chiều sâu lớp tôi hiệu dụng cho các ứng dụng này thường nằm trong khoảng 0.5 mm đến 2.0 mm. Đối với các khuôn dập hoặc khuôn ép nhựa, việc duy trì bề mặt cứng nhưng lõi dẻo dai giúp chống lại ứng suất tập trung và va đập trong quá trình sản xuất. Lựa chọn thép và quy trình tôi cao tần thép C45 hay các loại thép hợp kim khác sẽ ảnh hưởng trực tiếp đến chiều sâu tối ưu.
Các chi tiết chịu mài mòn tổng quát (trục, bạc dẫn hướng, con lăn)
Đối với các chi tiết chịu mài mòn nhưng tải trọng không quá cao hoặc chỉ yêu cầu tăng cứng bề mặt để kéo dài tuổi thọ, chiều sâu lớp tôi hiệu dụng có thể mỏng hơn, từ 0.3 mm đến 1.5 mm. Ví dụ, các trục dẫn hướng trong máy móc thông thường, các chi tiết trong hệ thống băng tải. Việc xác định chiều sâu lớp tôi cao tần bao nhiêu là phù hợp cho chi tiết chính xác trong trường hợp này cần cân nhắc giữa khả năng chống mài mòn và chi phí xử lý.
Ảnh hưởng của vật liệu và độ cứng lõi đến Chiều sâu lớp tôi
Thành phần hóa học của thép đóng vai trò quan trọng trong khả năng tạo lớp tôi cứng và độ sâu của nó. Thép có hàm lượng carbon trung bình (0.35-0.6%) là lý tưởng cho tôi cao tần. Ảnh hưởng của thành phần hóa học thép đến quá trình tôi cao tần là rất lớn. Các nguyên tố hợp kim như Cr, Mn, Mo, Ni có thể cải thiện khả năng tôi, cho phép tạo ra lớp tôi sâu hơn và độ cứng cao hơn. Đồng thời, độ cứng của lõi cũng phải được kiểm soát. Một lõi quá mềm có thể dẫn đến biến dạng dẻo dưới lớp tôi cứng, gây bong tróc hoặc nứt, trong khi lõi quá cứng có thể làm giảm khả năng chịu va đập và tăng nguy cơ nứt gãy.
Vai trò của tư vấn chuyên gia và kinh nghiệm thực tiễn
Việc lựa chọn chiều sâu lớp tôi cao tần bao nhiêu là phù hợp cho chi tiết chính xác là một quá trình phức tạp, đòi hỏi sự kết hợp giữa kiến thức lý thuyết, tiêu chuẩn ngành và kinh nghiệm thực tiễn. Mỗi ứng dụng có thể có những yêu cầu riêng biệt không được đề cập chi tiết trong các tiêu chuẩn chung. Do đó, việc tham vấn với các chuyên gia về xử lý nhiệt là cực kỳ quan trọng. Các nhà cung cấp dịch vụ tôi cao tần uy tín có thể dựa trên dữ liệu thử nghiệm, mô phỏng và kinh nghiệm lâu năm để đưa ra khuyến nghị tối ưu nhất cho từng chi tiết.
Tại Mr.Long 0949 90 77 68, chúng tôi luôn sẵn lòng tư vấn và cung cấp các giải pháp tôi cao tần chuyên biệt, đảm bảo chiều sâu lớp tôi đạt chuẩn kỹ thuật, mang lại hiệu quả tối ưu cho sản phẩm của quý khách hàng.
